

O-Ring Flat Face Fittings
Flat Face Fittings can be used in most high pressure applications. Working pressures up to 6000 psi, depending on the tube and fitting size. These pressure seal fittings are especially good in applications containing continuous mechanical shock.
There is a temperature range of -30ºF to 275ºF because of an O-ring being involved in the sealing. Viton high-pressure hydraulic O-rings are available for high temperature applications.
Pressure Ratings
| SAE Dash Size | Nominal Tube OD (inch) | Thread Size | ORFS Fittings |
| -04 | 1/4 | 9/16 18 UNF | 6,000 |
| -05 | 5/16 | 5/8 18 UNF | 6,000 |
| -06 | 3/8 | 11/16 16 UNF | 6,000 |
| -08 | 1/2 | 13/16 16 UNF | 6,000 |
| -10 | 5/8 | 1 14 UNF | 6,000 |
| -12 | 3/4 | 1-3/16 12 UN | 6,000 |
| -14 | 7/8 | 1-5/16 12 UN | 6,000 |
| -16 | 1 | 1-7/16 12 UN | 6,000 |
| -20 | 1-1/4 | 1-11/16 12 UN | 4,000 |
| -24 | 1-1/2 | 2 12 UN | 4,000 |
| SAE Dash Size | Nominal Pipe OD (inch) | Thread Size NPTF & NPSM | Fittings w/ NPTF Pipe Threads (psi) | Fittings w/ NPSM Female Swivel (psi) |
| -02 | 1/8 | 1/8 27 | 5,000 | 5,000 |
| -04 | 1/4 | 1/4 18 | 4,000 | 5,000 |
| -06 | 3/8 | 3/8 18 | 3,000 | 4,000 |
| -08 | 1/2 | 1/2 14 | 3,000 | 3,500 |
| -12 | 3/4 | 3/4 14 | 2,500 | 2,250 |
| -16 | 1 | 1 11-1/2 | 2,000 | 2,000 |
| -20 | 1-1/4 | 1-1/4 11-1/2 | 1,150 | 1,625 |
| -24 | 1-1/2 | 1-1/2 11-1/2 | 1,000 | 1,250 |
| -32 | 2 | 2 11-1/2 | 1,000 | 1,125 |
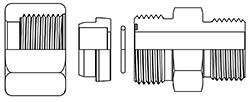
The high-pressure hydraulic O-ring Flat Face Fittings are made up from 4 main components: Bodies, O-Ring, Nuts and Sleeves. Straight bodies are machined from bar stock. Shaped bodies, like elbows, TEEs and crosses, are made from forgings.
Assembly
- Measure the needed length of tubing to be cut. When measuring be sure to leave room at the end of your tube for the sleeve which will be brazed on the end of the tubing.
- Cut the length of tubing making sure the ends of the tube are square. Remove all burrs and foreign matter from the ends of the tubing where brazing is to be done.
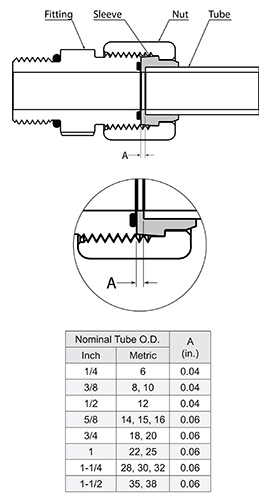
- Clamp the tube to be prazed in a vise and slide the tube nut on to the tube with the open end of the nut facing the tube end. Apply flux to the outside of the tube end. When applying flux to the tail end of the sleeve, be sure to coat the OD, ID and braze ring.
- Slide the sleeve with the brazing ring on to the tubeend and apply heat uniformly around the sleeve and the tube end. As the flux reaches the proper brazing temperature it will become clear in color. When the proper brazing tempersature is maintained the braze ring will melt and the sleeve will settle down on the end of the tube. Should the sleeve not settle on to the tube apply a slight pressure to the sleeve to force the sleeve down onto the tube.
- After the tube cools, remove the assembly from the vise and inspect the braze joint. The braze material should have formed a continuous fillet completely around the tube. Should visable gaps be noticeable, the braze joint may not be complete and would fail if put into service. Re-brazing is recommended to correct the problem.
- Remove any excess flux and residue from the brazed assembly.
- Install the O-ring Face Seal fitting body to the piece of equipment. Line the ends of your tube assembly up with the fitting bodies. Visually inspect the ends of the fitting bodies to make sure the O-ring seals are in place. Bring the nut at each end up to the fitting body and tighten to the finger tight position. Using a torque wrench, tighten the O-ring Flat Face tube nuts to the proper torque.
Torque Specifications
| Tube Size | Thread Size | Foot – Pounds (ft-lbs) | Newton – Meters (Nm) |
| -04 | 9/16 18 | 10-12 | 14-16 |
| -06 | 11/16 16 | 18-20 | 24-27 |
| -08 | 13/16 16 | 32-35 | 43-47 |
| -10 | 1 14 | 46-50 | 60-68 |
| -12 | 1-3/16 12 | 65-70 | 90-95 |
| -14 | 1-3/16 12 | 65-70 | 90-95 |
| -16 | 1-7/16 12 | 92-100 | 125-135 |
| -20 | 1-11/16 12 | 125-140 | 170-190 |
| -24 | 2 12 | 150-165 | 200-225 |
